Das Erscheinungsbild einer Oberfläche nennt man appearance. Ein Bauteil ist dann kundenfähig, wenn die appearance als homogen betrachtet wird. Das bedeutet, wenn der Blick über die Oberfläche wandert, und sich keine Auffälligkeiten bezüglich der Oberflächenqualität => Wave, Rauhigkeit, Wolkigkeit, gleichmäßiger Farbton und Rohteilqualität (Einfallstellen, Wellen etc.) abzeichnen, spricht man von einer homogenen, kundenfähigen Oberfläche. Dieses Empfinden des Betrachters muss dann noch durch entsprechende Messwerte der Lackoberfläche in der Wave- und Farbtonmessung bestätigt werden. Color matching oder Farbtonangleichung bezeichnet die Herangehensweise zur Findung eines Farbstandes auf dem zu lackierenden Teil, der in der Erscheinung bei verschiedenen Lichtarten dem Standard der Vorlage entspricht.

Warum color matching? In der Karossenlackierung werden nicht alle Anbauteile im gleichen Zug und meist nicht am gleichen Ort lackiert. Daraus begründen sich Farbtonabweichungen die mehr oder weniger stark ausgeprägt sind, bzw. visuell unterschiedlich wahrgenommen werden.
Einflussfaktoren Bei der Lackierung von Kunststoffanbauteilen treten meist mehr oder weniger stark ausgeprägte Farbtonunterschiede auf. Diese Unterschiede sind begründet in einer großen Anzahl von Einflussfaktoren. Als Beispiele sind hierbei unterschiedliche Untergründe und unterschiedliche Applikationsverfahren zu nennen. Ausserdem ist die Farbwiedergabe bei gleichem Applikationsverfahren mit verschiedenen Lackherstellern abweichend.
Ziel Zur Erreichung eines akzeptablen Farbstandes des Zubauteils zur Karosse kann mit dem Optimieren des Lackierprogrammes oder/und in Verbindung mit dem Tönen des Lackes das Ziel erreicht werden. Die Aufgabenstellung ist das Erreichen der Note 1 bzw. die Freigabestufe kundentauglich / serientauglich für jeden einzelen Farbton des Projektes im definierten Projektzeitraum.
Projektsupport
Ich unterstütze Ihr Projekt in einen definierten Zeitraum für eine kundenfähige Optimierung. Beginnend bei der Einschätzung
des Rohbauteiles, Prüfung und Optimierung der Lackapplikation, inklusvie Messtechnik Lab + Wave, Appearance +
Color match, bis zur Bauteilvorstellung beim Kunden => color match / cubing.
![]() Übersicht
Übersicht
Die Prozessoptimierung stellt eine große Herausforderung dar. Umso mehr, wenn sich bereits laufende Prozesse im SOP (start of production / Serienstart ) befinden. Hierzu muss im täglichen Serienbetrieb die Belieferung sichergestellt werden und gleichzeitig eine ausreichende Menge an Mustern erzeugt werden um einen planbaren Fortschritt zu erzielen. Dies ist zum einen abhängig von verfügbaren Kapazitäten der Produktionslinie (freie Warenträger), zum anderen von verfügbaren Bauteilen.
Prozesse optimieren Voraussetzung einer jeden Optimierung ist die Sicherstellung einer reproduzierbaren Applikation. Die Bauteile müssen sich in einem bestimmten Positionsfenster (Raumkoordinaten x,y,z) in Ausrichtung zum Roboter befinden. Wenn dies nicht gewährleistet ist, laufen alle Versuche die Applikation und deren Ergebnisse zu verbessern ins Leere. Anschließend ist es essentiell die richtigen Reihenfolgen bei den Optimierschritten einzuhalten. Dies verhindert, ein "sich im Kreis drehen". Dieser Zustand ist schnell erreicht, wenn wichtige Parameter außer Acht gelassen, bzw. nicht berücksichtigt wurden. Die Prozessentwicklung der Applikation im Projektvorfeld, z.B. in der Phase VFF und PVS, hat im Grunde die gleichen Vorgehensweisen, jedoch mit dem großen Vorteil keinem Serienlieferdruck standhalten zu müssen. Die Praxis zeigt jedoch, dass in den Projektphasen die zur Verfügung stehende Zeit oft nicht effizient genutzt wird und deshalb die Projektierung in den SOP verlagert werden muss.
Projektsupport Ich optimiere Ihr projektspezifisches Bauteil, z.B. Anpassung oder Entwicklung Lackierprogramme oder global betrachtet, Ihren gesamten Applikationsprozess, z.B. zur Verringerung des Staubeintrages oder/und Optimierung der globalen Prozessparameter zur Erreichung einer höheren Prozessstabilität. Dadurch Einsparung von Kosten => Erhöhung der OEE, Reduzierung von Verwurfteilen, Lackverbrauch, Lohnkosten.
Regelmäßiges Mitarbeitertraing bzw. Schulungen sind in der Lackiertechnologie ebenso wichtig wie z.B. in der IT (Informationstechnologie). Dazu zählen nicht nur Schulungen für neues Lackmaterial oder einem neuen Roboter, sondern ebenfalls regelmäßige Wiederholungen der täglichen Basisarbeit.

Warum Schulungen? Das Applizieren des Beschichtungsstoffes hat sich im Grunde nicht verändert über die vergangenen Jahrzehnte. Es sind zwar immer wieder wichtige Technologien eingeführt worden, z.B. die Hochrotationszerstäubung, jedoch ist das Prinzip der Applikation => Tröpfchenbildung nach Austritt des Beschichtungsapparates und Zusammenfluss auf dem Objekt, immer gleich geblieben. Die Einführung neuer, hocheffizienter Anlagensteuerungen mit intuitiver Touchpanel Bedienung steht weiterhin der Anlagenbediener gegenüber. Diese Anlagenbediener sind in Zeiten des Fachkräftemangels jedoch immer mehr durch weniger gelernte Fachkräfte bzw. Hilfsarbeiter ersetzt worden. Das erlernen des Berufes ist für einige Tätigkeiten in einer Lackieranlage zwar nicht unbedingt notwendig. Jedoch müssen regelmäßig Schulungen stattfinden damit der Mitarbeiter Zusammenhänge verstehen und darauf entsprechend reagieren kann. Diese Schulungen müssen anschließend durch regelmäßiges Controling der Prozessvorgaben überprüft werden. In der Lackierwelt gehen viele Führungskräfte fälschlicherweise davon aus, es läuft..... Wenn nicht, wird in vielen Fällen die Lackieranlage als "Schuldiger" angeführt. Die Praxis zeigt mir regelmäßig dieses Missverhältnis zwischen fehlerhafter Anwendung und vorliegenden Fehlteilen. Der Optimierungsprozess dreht sich schon eine geraume Zeit im Kreis. Im Zuge der vergangenen durchgeführten Optimierungen stellt sich dann oft heraus, sofern es Aufzeichnungen gibt, dass je Versuch mehr als ein Parameter verändert wurde. Die Ergebnisbewertung / Analyse ist in diesem Fall ohne Wert. Die angeführten Schulungsthemen gelten auch für die zeitgerechte und korrekte Wartung der Lackieranlage inklusive Applikationsgeräten.
Fazit Zu einem produktiven und gewinnbringenden Lackierbetrieb gehört nicht nur eine gute Lackieranlage, sondern zwingend ein Team, dass die zur Verfügung stehenden Ressourcen verstehen und ausschöpfen kann.
Projektsupport Ich unterstütze Sie und Ihr Team z.B. im Basistraining täglich zu erledigender Dinge im Lackansatzraum, Lagerung und Handling von Lackgebinden und den daraus notwendigen Dokumentationen.
Durch den Einsatz von Offline CAD Programmiersimulationen wird bei einer effizienten Vorgehensweise massiv Produktionszeit eingespart. D.h. der komplette Programmrohbau kann in der Simulationsanwendung aufgebaut und getestet werden. Je nachdem wie mächtig die Simulationssoftware ist, kann u.a. eine Bahnsimulation mit Überlappung, Deckkraft, Kollisionserkennung etc. simuliert werden.
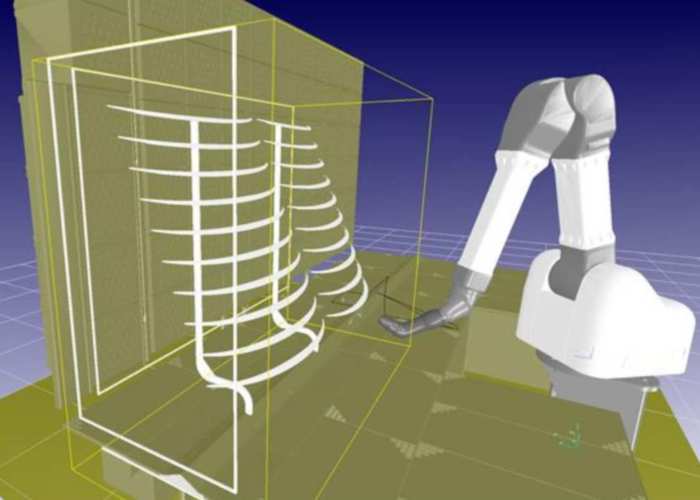
Roboter CAD Simulationssoftware Dies klingt im ersten Moment extrem verlockend, jedoch muss dabei beachtet werden, dass das Erlernen und Ausüben der Roboter Simulationsanwendung gekoppelt sein muss mit der jahrelangen Applikationserfahrung => "wie sag ich's meinem Roboter". Es ist nach Beschaffung einer Simulationsanwendung nicht zu erwarten, kurzfristig lauf- und lackierfähige Programme zu bekommen. D.h. Programme die iO Bauteile erzeugen. Dies bedarf einer längeren Anlaufphase. Je höher der Skill Level des Mitarbeiters je später kann der online Prozess eingesetzt werden. D.h. so wenig Prozesszeit wie möglich zu verbrauchen bis vorstellbare Bauteile hergestellt werden können. Dabei muss auch unterschieden werden ob es eine reine Offline Programmierung sein soll oder kombiniert mit einem Teachroboter. Die zweite Möglichkeit stellt die perfekte Kombination in der Vorbereitung auf einen neuen Prozess dar. Leider in der Beschaffung auch die teuerste Variante.
Projektsupport Ich unterstütze Sie bei der Ausbildung Ihres Programmierteams. Die Unterstützung bezieht sich jedoch nicht auf die Bedienung der CAD Software, sondern auf die Strategien einen Lackierauftrag fachgerecht zu erzeugen. D.h. die z.B. 3-Schicht-Lackierung Exterieur Frontverkleidung wird in dem Umfang vorbereitet, mit einem optimalem Lackierablauf sowie den darauf abgestimmten Lackviskositäten, Auftragsverhältnissen und Brushparametern, so wenig wie möglich Lack zu verbrauchen, und dabei die geforderten Schichtdicken und Q-Messwerte wie Lab und Wave Werte einzuhalten. Wenn dies gelingt, erhält man optimale Klarlackoberflächen aus denen idealerweise nur noch Staubeinschlüsse entfernt werden müssen. D.h. die Oberflächenstruktur genügt direkt den appearance / Q-Anforderungen. Aufgrund des Einsatzes von eigener CAD Simulationssoftware für B+M und ABB Roboter (andere auf Anfrage) können Synergien genutzt werden. Es werden alle Applikationsgeräte unterstützt. Reine pneumatische Lackierung, gemischt Pneumatik und Hochrotationszerstäubung oder nur Hochrotationszerstäubung. Hochrotationszerstäuber mit Innen- oder Aussenaufladung und ohne Aufladung.